












-

153 8896 2166
汪经理 -

153 8897 2355
蔡经理









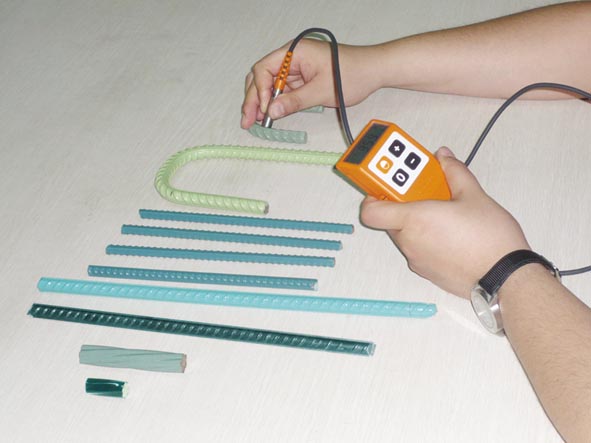
环氧树脂涂层钢筋
环氧树脂涂层钢筋是在工厂生产条件下,采用静电喷涂方法,将环氧树脂粉末喷涂在普通带肋钢筋和普通光圆钢筋的表面生产的一种具有涂层的钢筋,涂层厚度一般在0.18mm-0.30mm。
 采用环氧涂层钢筋是解决钢筋和预应力钢筋腐蚀问题的重要措施 ,在工程设计阶段就采用自身具有防腐能力的钢筋,可以改被动维修、重建,为主动防范,从而延长钢筋和建筑物的使用寿命
采用环氧涂层钢筋是解决钢筋和预应力钢筋腐蚀问题的重要措施 ,在工程设计阶段就采用自身具有防腐能力的钢筋,可以改被动维修、重建,为主动防范,从而延长钢筋和建筑物的使用寿命
 |
||||||||||
|
1. 除锈 在制作环氧树脂涂层前,必须对钢筋表面进行净化处理,其质量应达到GB8923-88规定的目视评定除锈等级Sa2.5级,对净化后的钢筋表面质量进行检验,对符合要求的钢筋方可进行涂层制作。净化后的钢筋表面不得附着有氯化物,表面清洁度不应低于95%;净化后的钢筋表面应具有适当的粗糙度,其波峰至波谷间的幅值应在0.04~0.10之间。涂层制作应尽快在净化后清洁的钢筋表面上进行。  涂层应采用环氧树脂粉末以静电喷涂方法在钢筋表面制作,并根据涂层材料生产厂家的建议对涂层给予充分养护。
|




我们坚信今天做好信誉和服务的质量,明天就会有广阔博大的市场回报,在每笔业务由始到终的全过程中,不论您需货多少,我们都会对每一道供货程序以严格、诚信、务实、细微、周到的服务心态来赢得长期客户! 公司愿与更多的新老客户建立长期友好合作关系.
欢迎来电洽谈24小时服务热线,
蔡:18673745323
传真0731-84326662,
在线客服QQ:1873444
地址:长沙市天心区一力物流园藕塘2栋211(湖南省钢材大市场)
湖南天铁科技有限公司 2020 版权所有
电话/传真:(0731)84326662 手机:15388962166 E_mail:hntiantie@gmail.com
湘ICP备20002050号-1
湖南天铁科技有限公司 2020 版权所有
电话/传真:(0731)84326662 手机:15388962166 E_mail:hntiantie@gmail.com
湘ICP备20002050号-1


